W ostatnich latach maszyny i narzędzia do obróbki aluminium przeszły szybki rozwój.
Oznacza to w praktyce, że czas obróbki uległ dużemu skróceniu, a konkurencyjność materiału wzrosła.
W dziedzinie obróbki wiórowej dzięki obróbce o wysokiej szybkości skrawania uzyskano węższe tolerancje, mniejsze grubości, oraz krótszy czas trwania operacji.
Metody tradycyjne, gdzie koszt narzędzi jest wysoki ( tłoczniki, wykrojniki ), można zastąpić obróbką wiórową.
Oznacza to, że najnowsze tendencje rozwojowe zmierzają w kierunku stosowania uniwersalnych maszyn w mniejszym stopniu związanych z określonym typem obróbki czy operacji...
W ostatnich latach maszyny i narzędzia do obróbki aluminium przeszły szybki rozwój.
Oznacza to w praktyce, że czas obróbki uległ dużemu skróceniu, a konkurencyjność materiału wzrosła.
W dziedzinie obróbki wiórowej dzięki obróbce o wysokiej szybkości skrawania uzyskano węższe tolerancje, mniejsze grubości, oraz krótszy czas trwania operacji.
Metody tradycyjne, gdzie koszt narzędzi jest wysoki ( tłoczniki, wykrojniki ), można zastąpić obróbką wiórową.
Oznacza to, że najnowsze tendencje rozwojowe zmierzają w kierunku stosowania uniwersalnych maszyn w mniejszym stopniu związanych z określonym typem obróbki czy operacji,
METODY OBRÓBKI
Metody obróbki dzieli się ze względu na sposób kształtowania materiału na obróbkę plastyczną, bezwiórową
( tnącą ), oraz wiórową ( skrawaniem ).
WYCINANIE
Cięcie między stemplem a matrycą jest zwykle określane mianem wycinania.
Kilka lat temu wydawało się, iż wycinanie w większości wypadkach wyprze wiercenie, jak i frezowanie.
Obecnie sytuacja jest odwrotna. Dzięki obróbce skrawaniem o wysokiej prędkości można wyeliminować
wysoki koszt narzędzi oraz długi czas realizacji – koszt takiej obróbki jest często niższy.
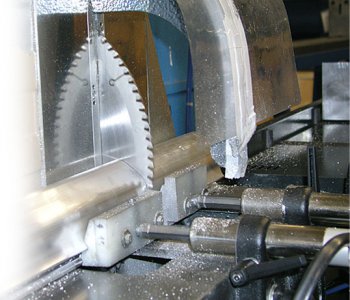
OBRÓBKA WIÓROWA
Wyciskane profile aluminiowe charakteryzują się bardzo dobrą podatnością na obróbkę skrawaniem.
Dzięki wysokiej szybkości skrawania ( 20 000 – 40 000 obr/min.),
a co za tym idzie wysokiej szybkości posuwu, koszty obróbki są tu niskie, a szybkość produkcji wysoka.
Uzyskane powierzchnie przekroju są na tyle gładkie, że wielu przypadkach nie występuje konieczność stosowania obróbki wykańczającej.
OBRÓBKA PLASTYCZNA
Gięcie ciągnione, pozwala na uzyskiwanie małych promieni i zapewnia wysoką powtarzalność
Gięcie walcujące stosuje się w przypadku elementach o dużych promieniach
Gięcie rozciągające zapewnia bardzo wysoką precyzję kształtu w trzech wymiarach.
Gięcie kuźnicze nadaje się do uzyskiwania prostych kształtów w dużych seriach
GWINTOWANIE
Gwinty w aluminium wykonuje się zarówno metodami obróbki skrawaniem , jaki przez obróbkę plastyczną